

 Maison
Maison



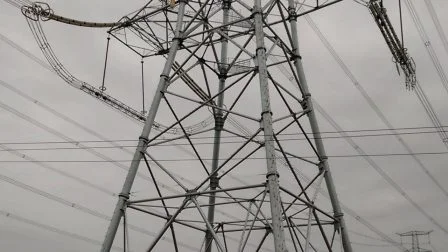
Tour de transmission de puissance (MG-EA001)
Notre société, QINGDAO MEGATRO HOLDING, CO., LIMITED, est une société d'ingénierie et de fabrication à service complet
Informations de base
| Modèle NON. | MG-EA001 |
| Structure | Selon les spécifications techniques du client |
| Nous pouvons concevoir chaque type de tour par Pls | selon les exigences du client |
| Forfait transport | Forfait d'exportation à l'option Clients |
| spécification | CHINE ET NORME INTERNATIONALE |
| Marque déposée | MEGATRO |
| Origine | Shandong, Chine |
| Code SH | 73082000 |
| Capacité de production | 50000 tonnes/an |
Description du produit


Notre société, QINGDAO MEGATRO HOLDING, CO., LIMITED, est une société d'ingénierie et de fabrication à service complet avec une réputation mondiale pour l'excellence et l'innovation dans la fourniture de tours. Nous avons plus de 10 ans d'expérience et d'innovation dans l'ingénierie, la conception et la construction de tours.
MEGATRO fabrique chaque structure à partir de zéro. Nos pylônes en acier pour lignes de transport d'énergie ou nos pylônes de télécommunication ou d'autres structures sont construits avec des pieds en acier massif et des traverses et des tuyaux en fer d'angle. Les structures peuvent atteindre des hauteurs allant jusqu'à 200 mètres, ou nous pouvons concevoir selon les exigences particulières du client.
Aujourd'hui, avec plus de 10 ans d'expérience et notre engagement envers l'excellence, MEGATRO demeure un chef de file de l'industrie dans la fabrication et la conception de structures tubulaires, angulaires et monopôles en acier pour toutes les applications routières, municipales, personnalisées, de télécommunications, d'éclairage et de services publics électriques. MEGATRO dispose d'une équipe complète d'ingénieurs professionnels formés au programme PLS Pole et de trois procédés de fabrication différents pour la production de tours, poteaux et autres supports en acier. Nous utilisons les dernières versions de PLS-CADD, PLS-POLE, TOWER, AutoCAD et d'autres logiciels de CAO. Notre structure de pylône de transmission ou de pylône de télécommunication doit être conçue en fonction des combinaisons de charges données conformément à la norme CEI 61936-1 et illustrées ci-dessous :
Charges normales1 Charge de poids mort2 Charge de traction3 Charge de montage4 Charge de vent Charges exceptionnelles1 Forces de commutation2 Forces de court-circuit3 Perte de tension du conducteur4 Forces sismiques
Nous concevons toutes sortes de tours et poteaux ou autres structures en acier pour :
un. Télécoms
b. Puissance de transmission
c. Diffusion télé et radio
d. Routes et développement de la ville
Notre sélection complète de tours comprend :
un. Autoportant
b. Monopoles
c. Tours haubanées
d. Tours radar conçues sur mesure
e. Tours de diffusion
F. Puissance de transmission
MEGATRO est l'un des rares fabricants à assembler une face de chaque section de tour. Cette attention portée à la qualité n'est peut-être pas le processus le moins cher, mais elle garantit que chaque tour répond à nos normes de qualité élevées. Et cela aide à réduire les coûts de construction sur site en raison d'assemblages incompatibles. Jusqu'à présent, Megatro peut produire et prendre n'importe quel pylône de ligne de transport d'énergie, sous-station et autres supports. La tour prend en charge la tension d'alimentation comme suit : 4kv, 4.8kv, 12kv, 13.2kv, 22KV, 23kv, 24KV, 24.9kv, 27.6kv, 33kv, 34.5kv, 35kv, 46kv, 66kv, 69kv, 110kv, 115kv, 132 kv, 138kv, 150kv, 154kv, 161kv, 220kv, 230kv, 275kv, 287kv, 330kv, 345kv, 380kv, 400kv, 500kv, 735kv, 750kv, 765kv, 800kv, 1000kv, 1100kv, pylônes dont pylône angulaire, pylône tubulaire ; Tour SST et tour haubanée ; Tour à circuit unique, tour à double circuit et tour multi-circuit ; Tour en treillis ou tour monopôle ; Cadre en H, tour de type M, tour de type T, tour de type Y ; Et chaque type de poteaux électriques, poteaux de transmission et de distribution, poteaux de commutation ; Cadres de sous-station, etc. En forme de tour, nous avons le type suivant : (1) configuration horizontale (2) configuration verticale (3) configuration delta (4) structure delta autosuffisante (5) structure H-Fram (6) structure haubanée (7) type monopole
MEGATROest entièrement équipé et qualifié pour effectuer des services d'ingénierie de conception qui comprennent :
√ Tour en acier de ligne de transmission aérienne et tour en acier de télécommunication
Conception et analyse de base
√ Dessins d'érection de la boutique
√ Dessins conformes à l'exécution
MEGATROexécute des activités de conception en interne spécialisées dans les ouvrages en acier de transmission électrique aérienne et de tour de télécommunication, qui comprennent les charges de vent et de tremblement de terre, l'analyse statique, l'analyse des contraintes par des méthodes d'éléments finis et la fatigue.
Notre département d'ingénierie se vante d'une ingénierie hautement qualifiée qui connaît les codes et les normes internationales. Le travail est réalisé avec une utilisation intensive de CAE/CAD via un large réseau informatique. Le matériel informatique et le logiciel de dessin sont liés à l'équipement de l'atelier CNC pour le téléchargement d'informations, éliminant ainsi les erreurs et économisant un temps de production précieux.
MEGATRO est l'un des rares fabricants à assembler une face de pylône en acier de transmission de puissance. Cette attention portée à la qualité n'est peut-être pas le processus le moins cher, mais elle garantit que chaque tour répond à nos normes de qualité élevées. Et cela aide à réduire les coûts de construction sur site en raison d'assemblages incompatibles. Après la fabrication, toutes les tours en acier de transmission de puissance sont livrées à l'installation de galvanisation pour être galvanisées à chaud. Les tours sont traitées dans l'installation par nettoyage caustique, décapage, puis fluxage. Ces procédures strictes garantissent des années de tours sans entretien. Les systèmes de tours en acier de transmission de puissance MEGATRO peuvent accueillir une variété de traverses. MEGATRO propose également une grande variété d'accessoires et de supports. Autres informations : taille de disponibilité : basée sur les exigences du client. Matériau : matériau chinois ou selon les exigences du client. Emballage : les deux parties discutent avant la livraison. Port de chargement : port de Qingdao. 0Autres bandes, contreventement et non contrainte plaque et acier d'angle : chinois Q2230B, identique à ASTM A36Plaques : acier chinois Q345B, identique à ASTM A572 GR50Boulons : qualité chinoise 6.8 et 8.8, similaire à ASTM A394A) La dimension et la tolérance pour l'angle sont conformes à GB/T1591-1994, similaire à EN 10056-1/2B) Galvanisation à chaud dans conformément à GB/T 13912-2002, similaire à ASTM A 123C) Le soudage sera exécuté conformément à la norme AWS D1.1 ou CWB
Si le client a d'autres exigences, nous pouvons concevoir selon les spécifications techniques et les exigences du client.
Exigences générales de fabrication
Voici les exigences générales de fabrication pour notre tour de transmission ; cependant, les deux parties doivent discuter de tous les dessins et confirmer tous les dessins d'atelier, les spécifications techniques et la norme à respecter.
Avant la production en série, nous devons recevoir tous les dessins d'atelier et documents techniques signés et approuvés de notre client.
Notre fabrication doit être en stricte conformité avec les dessins détaillés préparés par l'entrepreneur et approuvés par l'ingénieur. La fabrication ne commencera qu'après l'approbation de l'atelier de montage et d'essais.
Tonte
Le cisaillement et la coupe doivent être effectués avec soin et toutes les parties du travail qui seront exposées à la vue après l'achèvement doivent être soigneusement terminées. Les torches coupantes à guidage manuel ne doivent pas être utilisées.
Tous les matériaux de plus de 13 (ou 12) mm d'épaisseur doivent être sciés à froid ou oxycoupés à la machine.
Le recadrage ou le cisaillement sont autorisés pour les matériaux d'une épaisseur de 13 mm ou moins.
L'oxycoupage des aciers à haute limite d'élasticité doit être précédé d'une légère opération de préchauffage par passage de la flamme d'oxycoupage sur la pièce à découper.
Tous les bords oxycoupés doivent être meulés proprement.
Pliant
Le cintrage doit être effectué de manière à éviter les indentations et les dommages superficiels. Tout pliage supérieur à 5o, ou acier à haut rendement, doit être effectué alors que le matériau est chaud.
Soudage
Aucune soudure ne doit être effectuée sans l'approbation préalable de l'Ingénieur.
Le soudage ne doit pas être autorisé aux points de fixation de la tour pour les conducteurs, les câbles blindés, les isolateurs ou les assemblages ou supports associés.
Sous-poinçonnage
Tous les trous dans l'acier de construction de moins de 10 mm d'épaisseur peuvent être poinçonnés à pleine dimension, sauf indication contraire sur les dessins approuvés. Les trous indiqués sur les dessins comme des trous percés et tous les trous dans l'acier de construction de 10 mm d'épaisseur ou plus et les éléments de tension des traverses doivent être percés ou sous-perforés et alésés.
Tous les trous doivent être coupés proprement et sans bords déchirés ou irréguliers. Toutes les bavures résultant de l'alésage ou du perçage doivent être éliminées. Tous les trous doivent être cylindriques et perpendiculaires à l'élément.
Si nécessaire pour éviter la déformation des trous, des trous proches des points de cintrage doivent être pratiqués après cintrage.
Perforation
Pour le poinçonnage à pleine taille, le diamètre du poinçon doit être supérieur de 1,0 mm au diamètre nominal du boulon et le diamètre de la matrice ne doit pas être supérieur de plus de 1,5 mm au diamètre du poinçon. Pour le sous-poinçonnage, le diamètre du poinçon doit être inférieur de 4 mm au diamètre nominal du boulon et le diamètre de la matrice ne doit pas être supérieur de plus de 2 mm au diamètre du poinçon. Le sous-poinçonnage pour les travaux alésés doit être tel qu'après l'alésage aucune surface de poinçon n'apparaisse à la périphérie du trou.
Taille du trou
Lorsque des trous sont alésés ou percés, le diamètre du trou fini ne doit pas être supérieur au diamètre nominal du boulon plus 1,0 mm.
Précision
Tous les trous doivent être espacés avec précision conformément aux dessins et doivent être situés sur les lignes de jauge.
La variation maximale autorisée de l'espacement des trous par rapport à celle indiquée sur les dessins pour tous les trous de boulons doit être de 0,8 mm.
Tolérances de fabrication
Une spécification des tolérances doit être soumise à l'approbation de l'Ingénieur avant le début de la fabrication.
Liste des boulons
Une liste complète des boulons indiquant leurs longueurs et les éléments auxquels ils doivent se connecter doit être donnée sur les schémas de montage.
Dispositifs de verrouillage
Les dispositifs de verrouillage pour les boulons de la tour ne seront pas nécessaires, mais un poinçonnage par points doit être effectué.
Attaches antivol
Des fixations antivol appropriées, par exemple des boulons Huck, doivent être appliquées sur toutes les tours jusqu'au niveau des dispositifs anti-escalade, pour empêcher le vol des membres de la tour.
Marques de pièce
Toutes les pièces doivent être estampées avant la galvanisation avec les marques de pièce indiquées sur les dessins de montage, avec le marquage d'au moins 20 mm de haut placé au même emplacement relatif sur toutes les pièces. Le marquage doit être bien visible après galvanisation.
Galvanisation
Tous les matériaux doivent être galvanisés à chaud après fabrication conformément à la dernière révision de GB/T 13912-2002 ou à la spécification ASTM A 123.
Le matériau qui a été rejeté en raison de points nus ou d'autres défauts de revêtement doit être soit décapé et regalvanisé, soit les zones non revêtues doivent être recouvertes par une méthode approuvée.
Toutes les plaques et formes qui ont été déformées par le processus de galvanisation doivent être redressées en étant reroulées ou pressées. Le matériau ne doit pas être martelé ou autrement redressé d'une manière qui endommagerait le revêtement protecteur.
L'approbation doit être obtenue de l'Ingénieur si la galvanisation est effectuée à l'extérieur de l'usine de l'Entrepreneur.
Tous les ouvrages en acier galvanisé doivent être protégés contre les taches blanches de stockage en utilisant une solution de traitement au bichromate approuvée immédiatement après la galvanisation.
NORMES ET CODES APPLICABLES
Toutes les tours fabriquées et conçues doivent généralement être conformes à la dernière révision des normes suivantes, sauf indication contraire.
Général
CEI 60826 - Critères de conception des lignes aériennes
CEI 60652 - Essais de chargement sur les structures de lignes aériennes
ISO 1459 - Revêtements métalliques - Protection contre la corrosion par galvanisation à chaud
ISO 1461 - Revêtements galvanisés à chaud sur des articles fabriqués en fer et en acier
ISO 12944 - Revêtements de peinture, protection contre la corrosion et charpente métallique
ISO 898-1 - Propriétés mécaniques des éléments de fixation. Partie 1-Boulons, vis et goujons
ISO 630 - Aciers de construction - plaques, larges plats, barres, profilés et profilés
ISO 657 - Tolérances dimensionnelles et de forme des tôles d'acier de construction laminées à chaud
ISO 7411 - Boulons hexagonaux pour boulonnage structurel à haute résistance avec grande largeur sur plats
ISO 657-5 - Profilés en acier de construction laminés à chaud angles de jambe égaux et inégaux
ISO 7452 - Tolérances dimensionnelles et de forme des tôles d'acier de construction laminées à chaud
BS EN 50341-1 - Lignes électriques aériennes dépassant AC 45kV - Exigences générales
BS 8004 - Code de pratique pour les fondations
BS 8110 - Utilisation structurelle du béton
ANSI10-97 - Conception des structures de transmission en acier grillagé
CEI 60050 (151) Vocabulaire électrotechnique international
Partie 51 Appareils électriques et magnétiques
CEI 60050 (601) Chapitre 601 : Production, transport et distribution d'électricité - Généralités
CEI 60050 (601) Chapitre 601 : Production, transport et distribution d'électricité - Exploitation
IEC 60059 Courants nominaux standard IEC
Norme chinoise
| Non | Code | DESCRIPTION |
| 1 | GB/T2694-2003 | Ligne de transport d'énergie Pylône en acier - Exigences techniques pour la fabrication |
| 2 | JGJ81-2002 | Spécification technique pour le soudage de la structure en acier du bâtiment |
| 3 | GB9787-88 | Mesure et tolérance admissible pour l'angle égal laminé à chaud |
| 4 | GB709-88 | Mesure et tolérance admissible pour les tôles et bandes laminées à chaud |
| 5 | GB/T699-1999 | Acier de construction au carbone de qualité |
| 6 | GB/T1591-1994 | Acier de construction faiblement allié à haute résistance |
| 7 | GB700-88 | CAcier de construction en carbone |
| 8 | GB222-84 | Méthode d'échantillonnage de l'acier pour la détermination de la composition chimique et des variations admissibles |
| 9 | GB/T228-2002 | Méthode d'essai de traction des métaux |
| dix | GB/T232-1999 | Méthode d'essai de flexion des métaux |
| 11 | GB/T5117-1995 | Baguette de soudure en carbone |
| 12 | GB/T5118-1995 | Baguette de soudage faiblement alliée |
| 13 | GB/T8110-1995 | Fils de soudage pour le soudage à l'arc sous protection gazeuse des aciers au carbone et faiblement alliés |
| 14 | GB/T10045-2001 | Électrodes fourrées en acier au carbone pour le soudage à l'arc |
| 15 | JB/T7949-1999 | Dimensions extérieures de soudure pour la construction en acier |
| 16 | GB50205-2001 | Norme d'essai pour l'acceptation de la structure en acier |
| 17 | GB/T470-1997 | Lingot de zinc |
| 18 | GB3098.1-2000 | Propriétés mécaniques des éléments de fixation - Partie 1 : Boulons, vis et goujons |
| 19 | GB3098.2-2000 | Propriétés mécaniques des fixations-Partie 2 : Écrous et filetage |
| 20 | GB3098.3-2000 | Propriétés mécaniques des fixations-Partie 3 : Vis de fixation |
| 21 | GB/T5780-2000 | Boulons hélicoïdaux Grade C |
| 22 | GB/T41-2000 | Écrous hélicoïdaux Grade C |
| 23 | GB/T90-2002 | Rondelle plate Grade C |
| 24 | GB/T13912-2002 | Revêtement métallique, exigence technique et méthode d'essai pour les pièces métalliques galvanisées à chaud |
Normes américaines :
| Standard | Description |
| ASTM A6/A6M | Spécification standard pour les exigences générales relatives aux barres, plaques et palplanches en acier de construction laminé. |
| ASTM-6 | - Exigences générales pour la livraison de plaques d'acier laminées, de formes, de barres de palplanches pour la structure utilisée |
| ASTM A36/A36-M-97a | Spécification standard pour l'acier de construction au carbone |
| ASTM A123 / A123M-02 | Spécification standard pour les revêtements de zinc (galvanisés à chaud) sur les produits en fer et en acier |
| ASTM A143 / A143M-03 | Pratique standard de protection contre l'amertume des produits en acier de construction galvanisés à chaud et procédure de détection de l'amertume |
| ASTM A153/ A153M-05 | Spécification standard pour le revêtement de zinc (Hot-Dip) sur la quincaillerie en fer et en acier |
| ASTM A-194 | - Grade pour boulon |
| ASTM A239 | Pratique standard pour localiser le point le plus mince dans un revêtement de zinc (galvanisé) sur des articles en fer ou en acier |
| ASTM A242 | Spécification standard pour l'acier de construction faiblement allié à haute résistance |
| ASTM A307 | Spécification standard pour les boulons et goujons en acier au carbone, résistance à la traction de 60000 PSI |
| ASTM A370-06 | Méthodes d'essai standard et définitions pour les essais mécaniques des produits en acier |
| ASTM A325 | Spécification standard pour les boulons structuraux, acier, traité thermiquement 120/105 ksi résistance à la traction minimale |
| ASTM A-325 ou A-354 | - Tête hexagonale galvanisée du boulon de connexion |
| ASTM A325-97 | Spécification standard pour les boulons à haute résistance pour les joints en acier de construction |
| ASTM A384 / A384M-02 | Pratique standard pour la protection contre le gauchissement et la distorsion lors de la galvanisation à chaud des assemblages en acier. |
| ASTM A394-93 | Spécification standard pour la tour de transmission en acier, les boulons, zingués et nus |
| ASTHME - 563 | - Classe et calibre des noix |
| ASTHME - 572 | - Composition chimique de l'acier |
| ASTM A572/A572-97c | Spécification standard pour l'acier de construction au columbium-vanadium à haute résistance et faiblement allié |
| ASTHME - 615 | - Le matériau du boulon d'ancrage |
| ASTM A673/A673M-07 | Spécification standard pour la procédure d'échantillonnage pour les essais d'impact de l'acier de construction |
| ASTM B201 | Pratique standard pour tester le revêtement chromatique sur les surfaces de zinc et de cadmium |
| ASTM E94-93 | Guide standard pour les tests radiographiques |
| ASTM E 709-95 | Guide standard pour l'examen des particules magnétiques |
| Manuel ASCE 72 | - Test de charge d'une structure simple |
| ASCE 10-97 | Conception standard des structures de transmission en acier treillis |
| AWS D1.1 | American Welding Society D1,1/D1,1M code de soudage structurel - Acier |
| ANSI B-182-2 | Dimensions des boulons, écrous et rondelles |
DIN VDE 0101 - Niveau isokéraunique
VDE 0201 - Conditions climatiques et environnementales
CVDE 0210 - Coefficients de sécurité minimaux sous charges de travail simultanées
ISO R898 Propriétés mécaniques des fixations
BS EN ISO 1461:1991 - Revêtements galvanisés à haute immersion sur des articles fabriqués en fer et en acier. Spécifications et normes
A) BS 5950 : termes et symboles de soudage
B) BS 729 : revêtement galvanisé à chaud sur des articles en fer et en acier
C) BS 2901 : Baguettes et fils d'apport pour le soudage à l'arc sous protection gazeuse : Partie 1 Aciers ferritiques
D) BS 3692 : Boulons, vis et écrous hexagonaux de précision métrique ISO
E) BS 4360 : Acier de construction soudable
F ) BS 5135 : Métal - Soudage à l'arc des aciers au carbone et au carbone et au manganèse
G) BS 5950 : Partie 1 : Code de pratique pour le chargement des pylônes et des mâts en treillis
Partie 2 : Guide sur le contexte et l'utilisation de la partie 1 "Code de pratique pour le chargement"
Partie 3 : Évaluation de la force des membres
H) DD 133 (1986) : Code de pratique pour le chargement des pylônes et des mâts en treillis
I) BS 4592 (1987) : Partie 2 : Spécification pour les panneaux de caillebotis en métal déployé
J) BS 4592 (1977) : Code de pratique pour le revêtement protecteur des structures en fer et en acier contre la corrosion
K) BS 4190 : Contreventement et boulons à bride
L) BS 4190 : profilés en acier laminé, plats et plaques
En cas d'exigence particulière, nous pouvons concevoir et discuter avec le client.

Envoyez-nous